
鉅大LARGE | 點擊量:1270次 | 2019年02月16日





鋰電池極片的輥壓工藝
鋰離子電池極片制造一般工藝流程為:活性物質,粘結劑和導電劑等混合制備成漿料,然后涂敷在銅或鋁集流體兩面,經干燥后去除溶劑形成極片,極片顆粒涂層經過壓實致密化,再裁切或分條。輥壓是鋰電池極片最常用的壓實工藝,相對于其他工藝過程,輥壓對極片孔洞結構的改變巨大,而且也會影響導電劑的分布狀態,從而影響電池的電化學性能。為了獲得最優化的孔洞結構,充分認識和理解輥壓壓實工藝過程是十分重要的。
輥壓工藝基本過程
工業生產上,鋰電池極片一般采用對輥機連續輥壓壓實,如圖1所示,在此過程中,兩面涂敷顆粒涂層的極片被送入兩輥的間隙中,在軋輥線載荷作用下涂層被壓實,從輥縫出來后,極片會發生彈性回彈導致厚度增加。因此,輥縫大小和軋制載荷是兩個重要的參數,一般地,輥縫要小于要求的極片最終厚度,或載荷作用能使涂層被壓實。另外,輥壓速度的大小直接決定載荷作用在極片上的保持時間,也會影響極片的回彈,最終影響極片的涂層密度和孔隙率。
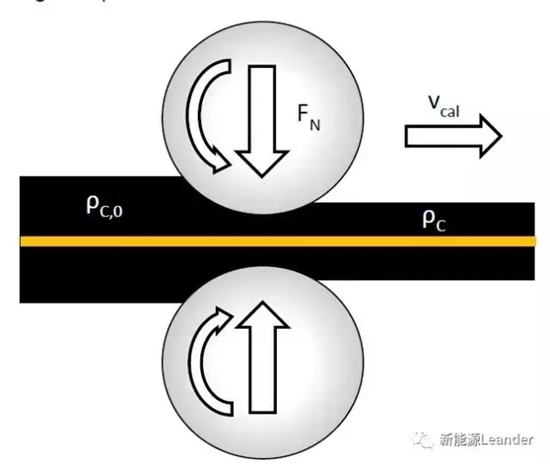
圖1極片輥壓過程示意圖
在軋制速度Vcal下,極片通過輥縫時,線載荷可由式(1)計算:
qL=FN/WC
其中,qL為作用在極片上的線載荷,FN為作用在極片上的軋制力,Wc為極片涂層的寬度。
輥壓過程極片微觀結構的演變
通過輥縫,極片被壓實,涂層密度由初始值ρc,0變為ρc。壓實密度ρc可由式(2)計算:
鋰電池極片輥壓工藝基礎解析(2)
其中,mE為單位面積內的電極片重量,mC為單位面積內的集流體重量,hE為電極片厚度,hC為集流體厚度。而壓實密度與極片孔隙率相關,物理上的涂層孔隙率εc,ph可由式(3)計算,其含義為顆粒內部的孔隙和顆粒之間的孔隙在涂層的體積分數:
鋰電池極片輥壓工藝基礎解析(3)
其中,ρph為涂層各組成材料平均物理真密度。
在實際的輥壓工藝中,隨著軋制壓力變化,極片涂層壓實密度具有一定規律,圖2為極片涂層密度與軋制壓力的關系。
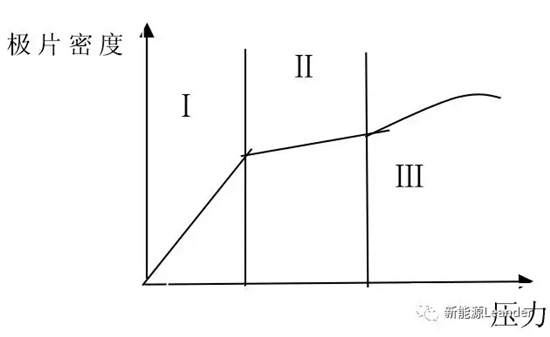
圖2極片涂層密度與軋制壓力的關系
曲線I區域,為第一階段。此階段壓力相對較小,涂層內顆粒產生位移,孔隙被填充,壓力稍有增加時,極片的密度快速增加,極片的相對密度變化有規律。
曲線II區域,為第二階段。此階段壓力繼續增加,極片經壓縮后,密度已增高。孔隙已被填充,漿料顆粒產生了更大的壓實阻力。壓力再繼續提高,但極片密度增加較少。因此時漿料顆粒間的位移已經減少,顆粒大量的變形還沒開始。
曲線III區域,為第三階段。當壓力超過一定值后,壓力增加極片密度也會繼續增加,隨后又逐漸平緩下來。這是因為當壓力超過漿料顆粒的臨界壓力時,顆粒開始變形、破碎,顆粒內部的孔隙也被填充,使極片密度繼續增大。但當壓力繼續增加,極片密度的變化逐漸平緩。
實際極片軋制過程的情況十分復雜。在第一階段,粉末體的致密化雖然以漿料顆粒的位移為主,但同時也有少量的變形。在第三階段,致密化以漿料顆粒的變形為主,同時也會存在少量位移。
另外,由于正負極材料本身性質差異,正負極極片輥壓過程微觀結構變化也不相同。正極顆粒材料硬度大,不容易產生變形,而石墨負極硬度小,壓實過程會發生塑性變形,如圖3所示。中等程度的壓實會減輕石墨的塑性變形量,鋰離子嵌入和脫出阻力更小,電池循環穩定性更好。而載荷過大可能導致顆粒破碎。正極極片中由于活性物質導電性很差,與負極相比,輥壓過程引起導電劑分布變化對電子傳導影響更明顯。
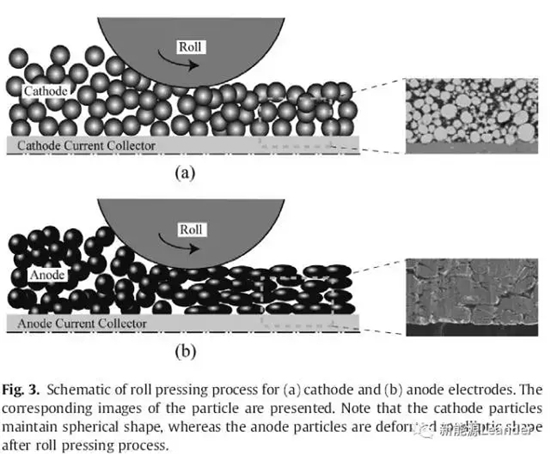
圖3正負極極片輥壓顆粒位移和變形示意圖
壓實密度對電化學性能的影響
在電池極片中,電子傳導主要通過,而鋰離子傳導主要通過多孔結構中的電解液相進行,電解液填充在多孔電極的孔隙中,鋰離子在孔隙內通過電解液傳導,鋰離子的傳導特性與孔隙率密切相關。孔隙率越大,相當于電解液相體積分數越高,鋰離子有效電導率越大。而電子通過活物質或碳膠相等固相傳導,固相的體積分數,迂曲度又直接決定電子有效電導率。孔隙率和固相的體積分數是相互矛盾的,孔隙率大必然導致固相體積分數降低,因此,鋰離子和電子的有效傳導特性也是相互矛盾的。
一方面,壓實極片改善電極中顆粒在之間的接觸,以及電極涂層和集流體之間的接觸面積,降低不可逆容量損失接觸內阻和交流阻抗。另一方面,壓實太高,孔隙率損失,孔隙的迂曲度增加,顆粒發生取向,或活物質顆粒表面粘合劑被擠壓,限制鋰鹽的擴散和離嵌入/脫嵌,鋰離子擴散阻力增加,電池倍率性能下降。
輥壓工藝參數的影響規律
前面提到輥壓工藝直接決定極片的多孔結構,而線載荷、速度等輥壓工藝參數對極片微觀結構到底有什么樣的影響呢?德國布倫瑞克工業大學研究人員ChrisMeyer等做了相關的研究。
他們研究發現,鋰離子電池極片的壓實過程也遵循粉末冶金領域的指數公式(4),這揭示了涂層密度或孔隙率與壓實載荷之間的關系。
鋰電池極片輥壓工藝基礎解析(4)
其中,
ρc,max和γc可以通過實驗數據擬合得到,分別表示某工藝條件下涂層能夠達到的最大壓實密度以及涂層壓實阻抗。
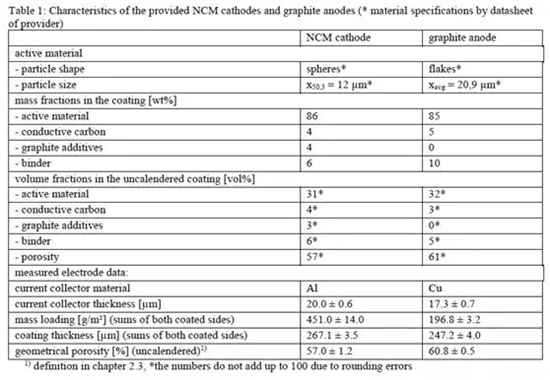
表1實驗用正負極極片參數
研究者對表1中所示NCM三元正極極片和石墨負極極片進行輥壓實驗,研究輥壓工藝參數對極片涂層密度和孔隙率的影響規律。根據材料物理真密度計算,當孔隙率為0%時,正極涂層密度應該為4.3g/cc,負極涂層密度應該為2.2g/cc。而實際上根據實驗數據擬合得到了參數(見表2)表明正極涂層達到的最大密度約3.2g/cc,負極約為1.7g/cc。
圖4是輥壓線載荷和正負極極片涂層密度的關系,不同的載荷和輥壓線速度條件下采集實驗數據點,然后采用指數方程(4)對數據進行擬合,得到相應的方程擬合參數,列入表2中。表示為涂層的壓實阻抗,較低值表明隨著線載荷增加,涂層密度能夠較快達到最大值,而較高的阻抗值表明涂層密度較慢達到最大值。從圖4和表2中可見,輥壓速度對涂層密度影響較小,較小的速度導致涂層密度略微增加。另外,正負極極片的壓實過程差異大,正極極片壓實阻抗大約為負極的一倍多,這是由于正負極材料特性差異引起的,正極顆粒硬度大,壓實阻抗大,而負極顆粒硬度小,壓實阻抗小,更容易輥壓壓實。
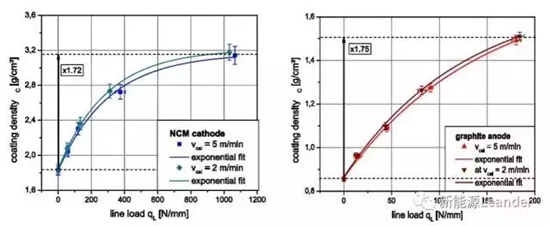
圖4線載荷與正負極極片涂層壓實密度的關系
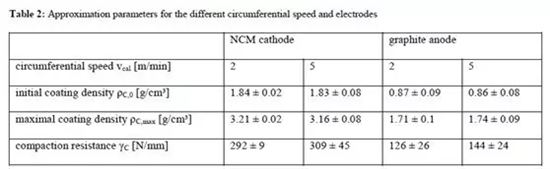
表2不同輥壓工藝條件下擬合得到的參數值
此外,從孔隙結構角度分析輥壓工藝的影響。電池極片涂層的孔隙主要包含兩類:顆粒材料內部的孔隙,尺寸為納米-亞微米級;顆粒之間的孔隙,尺寸為微米級。圖5是不同輥壓條件下正負極極片中孔徑分布情況,首先很明顯可以看到極片壓實可以減小孔徑尺寸并降低孔隙含量。隨著壓實密度增加,與正極相比,負極孔徑尺寸更明顯降低,這是由于負極涂層壓實阻抗低更容易被輥壓壓實。同時數據表明輥壓速度對孔隙結構的較小。
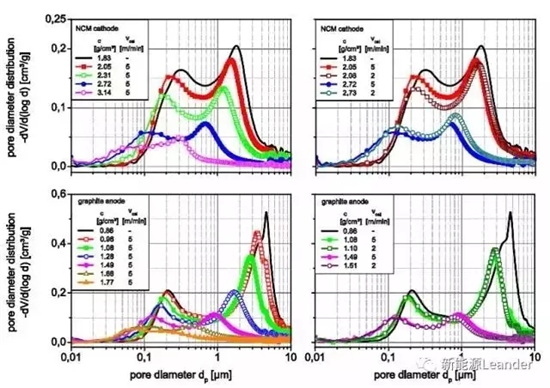
圖5不同輥壓條件下孔徑分布
從涂層的孔隙率角度考慮,輥壓線載荷與涂層孔隙率之間也可以通過指數方程擬合得到規律,圖6是線載荷與正負極極片涂層孔隙率的關系,不同的線載荷作用下對正負極極片進行輥壓,通過物理真密度計算孔隙率、同時也通過實驗測量涂層的孔隙率,得到的數據點作圖并進行線性擬合,結果如圖6所示。
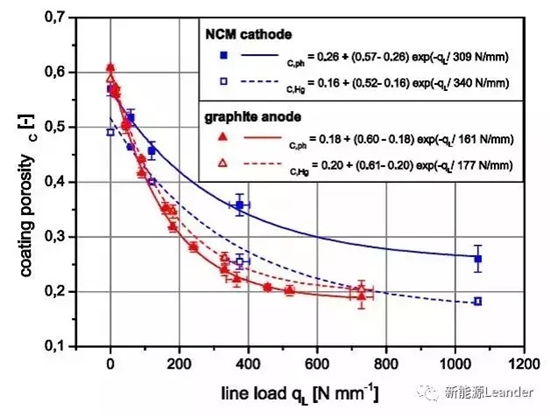
圖6線載荷與正負極極片涂層孔隙率的關系
輥壓工藝對鋰電池極片微觀結構影響巨大,特別是對多孔結構,因此,輥壓工藝強烈影響電池性能。總之,在鋰電池技術研究與開發中,我們同樣需要特別關注制造工藝。
下一篇:探討動力電池電解液的靈魂材料


















